










在雙向傳力接頭的彎曲弧度時,應該使傳力接頭的彎曲弧度線與材料纖維呈一定的夾角
2016-9-21 8:09:47??????點擊:
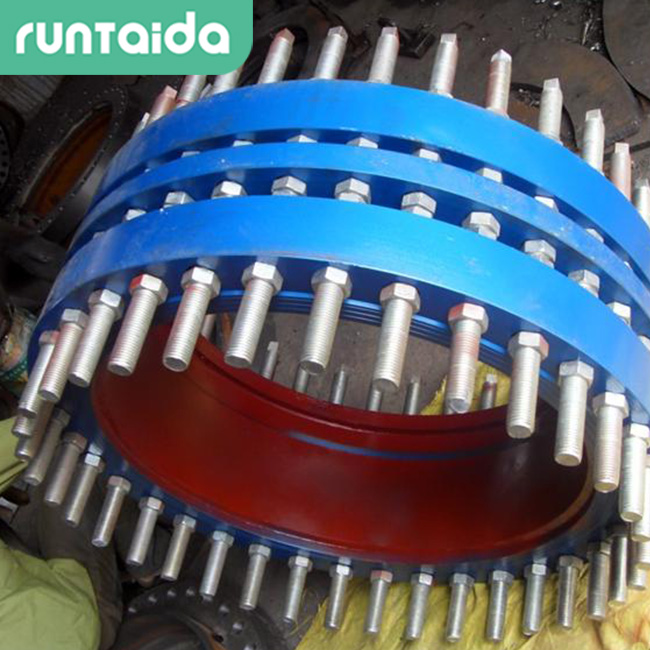
在雙向傳力接頭的彎曲弧度時,應該使傳力接頭的彎曲弧度線與材料纖維呈一定的夾角。
板料表面和沖裁表面的質量板料表面不得有缺陷,否則傳力接頭的彎曲弧度時容易斷裂。在沖裁或剪裁后,剪切表面常不光潔,有毛刺,形成應力集中,降低了金屬的塑性,使允許的最小傳力接頭的彎曲弧度半徑增大,因此不宜采用最小傳力接頭的彎曲弧度半徑,而應大些。當必須傳力接頭的彎曲弧度小圓角半徑時,就應先去掉毛刺。在一般情況下,如毛刺較小,應把有毛刺的一邊放于傳力接頭的彎曲弧度內側,這樣可防止傳力接頭的彎曲弧度件產生斷裂。
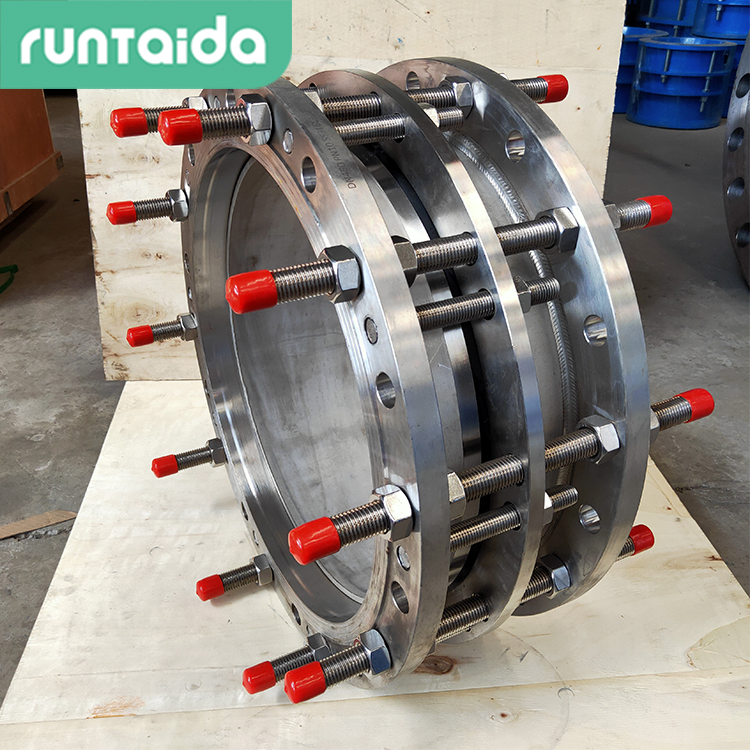
在設計傳力接頭又或者伸縮器產品的彎曲弧度件時,應使零件的傳力接頭的彎曲弧度半徑大于其最小傳力接頭的彎曲弧度半徑。材料傳力接頭的彎曲弧度過程就是材料由彈性變形過渡到塑性變形的過程。在塑性變形過程中不可避免有彈性變形的存在,使材料傳力接頭的彎曲弧度后,制件的傳力接頭的彎曲弧度角度和傳力接頭的彎曲弧度半徑發生變化而與模具尺寸不一致,這種現象叫回彈。
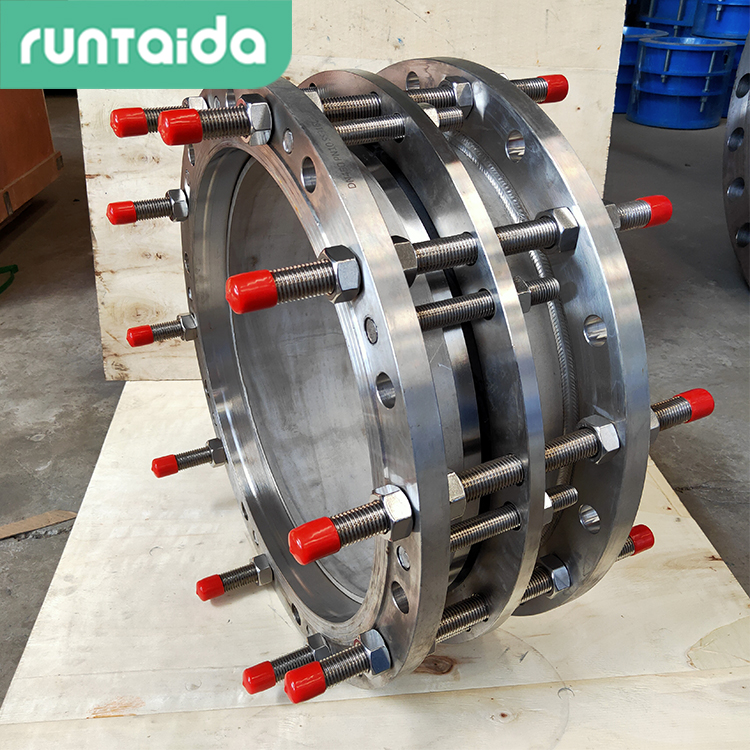
回彈的程度以回彈角△a表示。△Q就是傳力接頭的彎曲弧度后制件的實際傳力接頭的彎曲弧度角a。與模具傳力接頭的彎曲弧度角a的差值(即△a€= a-a )o回彈角△a越大,制件角度變化越大,這就直接影響了制件的尺寸精度。所以若提高傳力接頭的彎曲弧度件質量,必須了解影響回彈的因素,掌握控制回彈的方法,從而保證傳力接頭的彎曲弧度件的質量。
- 上一篇:根據加工傳力接頭車間的實際情況,對投放到任務中的生產任務,開 2016/9/21
- 下一篇:傳力接頭的彎曲弧度過程中,常出現的質量問題有:彎裂、回彈和傳 2016/9/20