










機械沖壓生產的傳力接頭產品,從毛坯變成成品需要一系列工序
2016-7-27 8:32:18??????點擊:
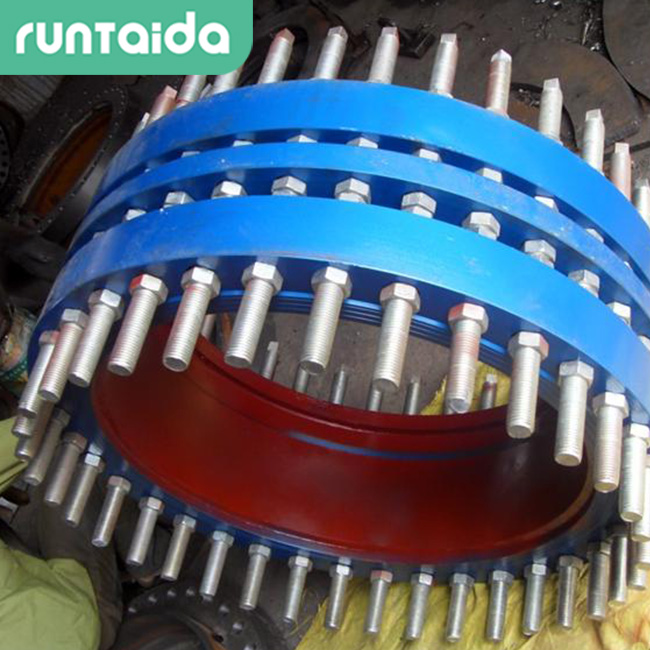
機械沖壓生產的傳力接頭產品,從毛坯變成成品需要一系列工序。
沖壓工藝設計的實質在于確定一系列必要的工序,使毛坯逐步接近沖壓件形狀,以最少的工序、最短的流程,經濟合理地沖壓出符合質量要求的沖壓件。沖壓工藝過程由許多工序組合而成,其中包括下料、激粗、校形(毛坯準備工序)、預成形工序和最終成形工序、中間的輔助工序和最后的四柱液壓機機械加工工序。變形程度越大,單位沖壓力就越大。因此,一次變形程度的大小受模具材料所能承受的單位壓力的限制。制訂沖壓工序時,應結合制件形狀的特點做如下考慮:對杯形類傳力接頭產品,一般采用反沖壓,或反沖壓制坯后再用正沖壓成形;對管、軸類傳力接頭產品,一般采用正沖壓成形;對杯桿類、雙杯類傳力接頭產品,一般采用復合沖壓成形。
在確定沖壓件的沖壓方式、沖壓工序數目及順序時,除了考慮沖壓件的形狀特征外,還應考慮其他因素:若機械沖壓件的總變形程度超過許用變形程度時,就必須分成兩次或多次沖壓成形。在大批量生產傳力接頭產品中,為確保模具壽命,應考慮適當減少各次沖壓的變形程度,增加沖壓工序數目。

- 上一篇:從工藝角度考慮,制造機械沖壓傳力接頭產品 2016/7/28
- 下一篇:未加工成形伸縮器材料經過前期加工或熱處理 2016/7/27